|
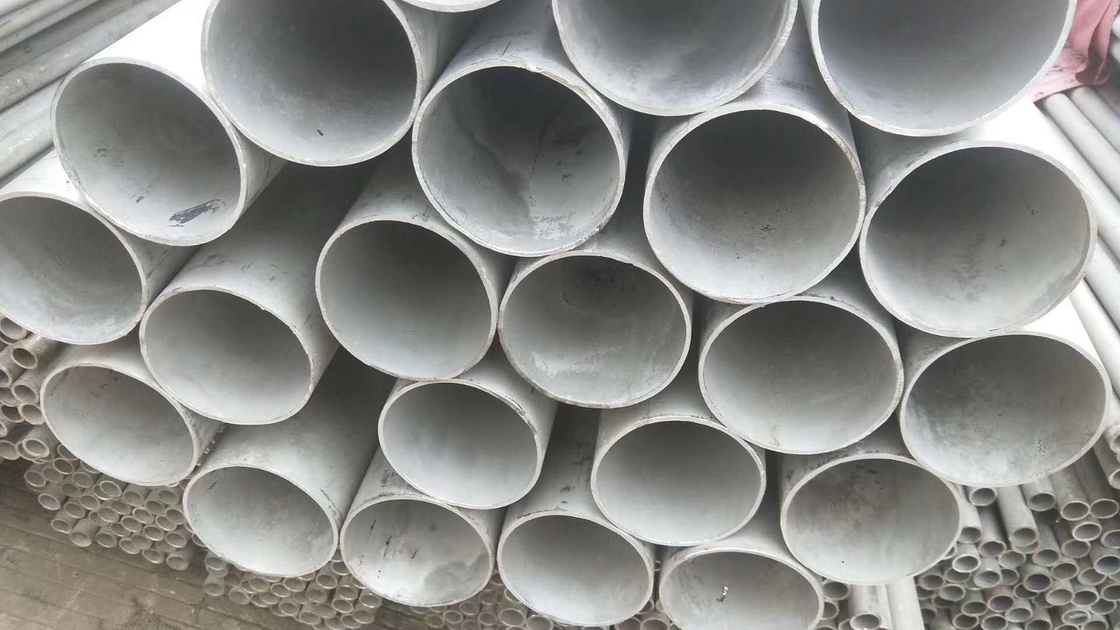
Détails sur le produit:
|
| OD: | 6-530mm | Epaisseur: | 1-50mm |
|---|---|---|---|
| Longueur: | 1000-12000mm | de surface: | NO.1 et lumineux |
| Surligner: | tubes sans soudure en acier inoxydable,tuyau d'acier inoxydable d'astm |
||
Tuyau matériel de usinage matériel d'alliage de Ni-Cu de la dureté K500 de Monel K500 Monel K500 Monel K500
Al 2,7, Ti du Cu 29,5 de Ni 63,0 0,6 manganèses 1,5 SI 0,50 S 0,010 de Fe 2,0 de C 0,18
La haute performance allie des actions et produit MONEL K500 dans cette catégorie sous les formes suivantes : Barre, barre carrée, attaches. Citation de demande sur cette catégorie.
Aperçu
MONEL K500 est un alliage âge-durcissable de Nickel-cuivre qui combine la résistance à la corrosion de l'alliage 400 avec la fatigue par corrosion et la résistance à l'érosion de haute résistance.
MONEL K500 est un alliage de nickel-cuivre, des additions traversantes durcissables de précipitation d'aluminium et un titane. MONEL K500 maintient les excellentes caractéristiques anticorrosion de 400 et a augmenté la force et la dureté après la précipitation durcissant en comparaison avec 400. L'alliage K500 a approximativement trois (3) fois la limite conventionnelle d'élasticité et la double résistance à la traction en comparaison avec 400. MONEL K500 peut être encore renforcé par le travail à froid avant le durcissement de précipitation.
Caractéristiques
Applications
La demande typique de MONEL K500 qui tire profit de haute résistance et résistance à la corrosion sont des axes de pompe, des roues à aubes, des arbres porte-hélice, des composants de valve pour des bateaux et des tours de forage en mer, se boulonnant, des colliers de perceuse de puits de pétrole et des composants d'instrumentation pour la production de pétrole et de gaz. Elle est particulièrement bien adaptée pour les pompes centrifuges dans l'industrie marine en raison de ses taux de corrosion de haute résistance et bas en eau de mer à haute vitesse.
MONEL K500 est non magnétique. MONEL K500 devrait être recuit une fois soudé et la construction soudée puis effort soulagés avant le vieillissement.
La haute performance Alloys, Inc. stocke l'alliage K500 dans une gamme des tailles comprenant 3/8" - 2-1/2 » diamètre étiré à froid, recuit et âgé, et 2-3/4 » - 10" de finition chaud de diamètre et âgé. Le matériel peut être assuré dans des longueurs aléatoires, couper pour passer commande ou être usiné à vos caractéristiques. L'usinage inclut le perçage, la rotation, le tapement, le filetage, les formes de commande numérique par ordinateur, les brides et plus.
Conditions chimiques |
|||||||
|---|---|---|---|---|---|---|---|
|
|
Ni |
Manganèse |
SI |
Fe |
Al |
S |
C |
|
Maximum |
|
1,50 |
0,50 |
2,00 |
3,15 |
0,010 |
0,18 |
|
Minute |
63,00 |
|
|
|
2,30 |
|
|
Conditions de propriété mécanique |
|||||
|---|---|---|---|---|---|
|
|
De tension final |
Limite conventionnelle d'élasticité (0,2% OS) |
Elong. |
Dureté Rockwell C, minimal.
|
HardnessBrinell 3000 kilogrammes, de minimal. |
| Worked/SR froid Plus de 1" (25.4mm) à 3" |
|||||
| Minute | 140 KSi | 100 KSi | 17,0 | 29 | 280 |
| Maximum | |||||
| Minute | MPA 965 | MPA 690 | |||
| Maximum | |||||
| Chaud travaillé âgé durci | |||||
| Minute | 140 KSi | 100 KSi | 20,0 | 27 | 265 |
| Maximum | |||||
| Minute | MPA 965 | MPA 690 | |||
| Maximum | |||||
Caractéristiques
|
Forme |
Standard |
|---|---|
|
Type en métal |
UNS N05500 |
|
Barre |
ASTM B865 QQ-N-286 |
|
Fil |
AMS4676 |
|
Feuille |
ASTM B865 QQ-N-286 |
|
Plat |
ASTM B865 QQ-N-286 |
|
Ajustement |
|
|
Forge |
QQ-N-286 vacarme 17754 |
|
Fil de soudure |
FM 60 ERNiCu-7 |
|
Électrode de soudure
|
Vacarme ENiCu-7 17753 de FM 190
|
|
Vacarme |
2,4375 |
Usinage
La corrosion basse de nickel et de cobalt, la température et les alliages résistants à l'usure, tels que MONEL K500, sont classifiés comme modérés à difficile en usinant, cependant, il devrait souligner que ces alliages peuvent être usinés suivre des méthodes de production conventionnelles aux taux satisfaisants. Pendant l'usinage de ces alliages que le travail durcissent rapidement, produisent du feu vif pendant la coupe, soudent sur la surface d'outil de coupe et offrent de haute résistance de metal le retrait en raison de leurs résistances au cisaillement élevées. Ce qui suit sont des points clés qui devraient être considérés pendant les opérations d'usinage :
La machine de CAPACITÉ devrait être rigide et maîtrisée autant que possible.
Le morceau et l'outil de travail de RIGIDITÉ devraient être jugés rigide. Réduisez au minimum le surplomb d'outil.
L'ACUITÉ d'OUTIL s'assurent que les outils sont pointus à tout moment. Changez en les outils affilés à intervalles réguliers plutôt que forcément. Une terre d'usage de 0,015 pouces est considérée un outil mat.
Les OUTILS utilisent les outils positifs d'angle de coupe pour la plupart des opérations d'usinage. Des outils négatifs d'angle de coupe peuvent être considérés pour les coupes intermittentes et le retrait courant lourd. des outils Carbure-inclinés sont suggérés pour la plupart des applications. Des outils à grande vitesse peuvent être utilisés, avec des cadences de fabrication inférieures, et sont souvent recommandés pour les coupes intermittentes.
Les COUPES de POSITIF emploient lourd, constant, des alimentations pour maintenir l'action de coupe positive. Si l'alimentation ralentit et les angles de saturation d'outil dans la coupe, le durcissement de travail se produit, la vie d'outil détériore et les tolérances étroites sont impossibles.
Les lubrifiants de LUBRIFICATION sont les huiles souhaitables et solubles sont recommandés particulièrement en employant l'outillage de carbure. Des paramètres de usinage détaillés sont présentés à des tableaux 16 and17. Des recommandations générales de coupe de plasma sont présentées dans le tableau 18.
2 à un point quelconque où la coupe sèche est recommandée, un jet d'air dirigé sur l'outil peut fournir des augmentations substantielles de la vie d'outil. Une brume de liquide réfrigérant d'eau-base peut également être efficace.
Le liquide réfrigérant de l'huile 3 devrait être la qualité de la meilleure qualité, huile sulfochlorinated avec les additifs extrêmes de pression. Une viscosité à 100 degrés de F de 50 à 125 SSU.
le liquide réfrigérant de 4 Eau-bases devrait être qualité de la meilleure qualité, émulsion soluble dans l'eau sulfochlorinated de pétrole ou de produit chimique avec les additifs extrêmes de pression. Diluez avec de l'eau pour faire le mélange de 15:1. le liquide réfrigérant d'Eau-base peut causer l'ébrèchement et l'échec rapide des outils au carbure dans les coupes interrompues.
Le liquide réfrigérant de l'huile 6 devrait être une qualité de la meilleure qualité, huile sulfochlorinated avec les additifs extrêmes de pression. Une viscosité à 100 degrés F de 50 à 125 SSU.
le liquide réfrigérant de 7 Eau-bases devrait être qualité de la meilleure qualité, émulsion soluble dans l'eau sulfochlorinated de pétrole ou de produit chimique avec les additifs extrêmes de pression. Diluez avec de l'eau pour faire le mélange de 15:1.
Personne à contacter: Mr. Gao Ben
Téléphone: +86-18068357371
Télécopieur: 86-0510-88680060