

 French
French



















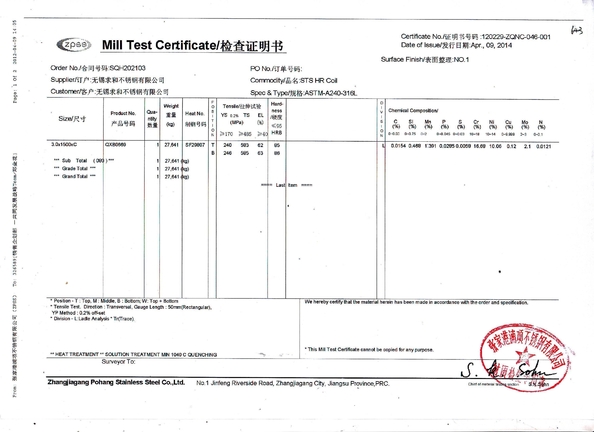




Acier inoxydable 431
| Analyse chimique | |
|---|---|
| C | Carbone 0,20 au maximum |
| Nom de l'entreprise | Manganèse 1,00 maximum |
| P | Phosphore 0,040 maximum |
| S | Soufre 0,030 maximum |
| Je sais. | Silicium 1,00 maximum |
| Cr | Le chrome est de 15,00 ¢ 17.00 |
| Je ne sais pas | Le nickel 1,25 ¢ 2.50 |
Caractéristiques générales de l'acier inoxydable
Cet alliage affiche une résistance à la corrosion et une ténacité améliorées en tant qu'acier inoxydable durci par étanchéité.
Applications de l'acier inoxydable
Cet alliage est utilisé pour les fixations et raccords forgés pour avions et devrait être envisagé pour les pièces structurelles dans l'atmosphère marine.
Le type 431 est utilisé dans les composants d'aéronefs à haute tension, les fixations, les porte-bombes, les boulons, les arbres de pompes et les tiges de vannes.dureté et ténacité à partir de ¥100/1200oF (-70/650oC)Je vous en prie.
Forge d'acier inoxydable 431
Cet alliage est bien adapté à la forge à chaud et à la forge à goutte à goutte.Refroidissement à température ambiante avant le recuit post-forgeNe pas forger à moins de 900 °C.
Traitement thermique
Le décapage
Chauffage à 1200/1250oF (650/675oC), trempage et refroidissement de l'air.
Résistance à la corrosion
Chauffez à 1800/1950oF (980/1065oC) ️ trempez et éteignez à l'huile ou refroidissez à l'air. Si vous tempérez à moins de 700oF (370oC), utilisez le côté supérieur de la température d'austénitisation pour une meilleure ténacité.et de même le côté bas de la température d'austénitisation lors du trempage au-dessus de 1100oF (540oC) pour une meilleure ténacité.
Le dépistage
La température doit donner les propriétés mécaniques souhaitées, la durée de trempage doit être d'au moins une heure pour les grandes pièces et la température doit être refroidie par air.Une température comprise entre 700/1050oF (370/565oC) peut entraîner une plus faible ténacité et une résistance à la corrosionLa résistance à la corrosion peut être réduite, mais selon les autres propriétés requises, il peut être nécessaire de renoncer à une certaine ténacité et résistance à la corrosion.
La capacité de la machine
L'alliage montre une assez bonne machinabilité, mais il y aura un peu de fièvre et d'accumulation sur le bord de coupe des outils.
La capacité de soudage
Le métal de base doit être préchauffé à 400/600oF (205/315oC) et la température maintenue à 400oF (205oC) pendant le soudage.Un traitement post-soudage à 1200oF (650oC) doit être effectué sur le soudage dès que possible après refroidissement à température ambiante.