1,4435 X2CrNiMo18.14.3 barre ronde d'acier inoxydable de mod de l'URÉE 316L
Nous sommes un principal producteur des barres rondes forgées par mod d'AISI 316L, mod d'AISI 316L forgeant les barres rondes, AISI 316LMod, AISI 316 L mod forgé/forgeant les barres rondes, 724L, 724 L pièce forgéee/barres rondes forgées, 316LMOD forgées/forgeant les barres rondes, 1,4435 forgeant/usine forgée de barres rondes de porcelaine
Nous pourrions produire le mod d'AISI 316L, le 724L, 1,4435 forgeant/barres rondes forgées avec des diamètres s'étendant de 10MM à 6000MM et avec des poids de 10KGS à 15000KGS
La méthode de fonte de mod d'AISI 316L, 724L, le matériel 1,4435 est ESR+VIR ou VIM+ESR+VAR
Notre mod d'AISI 316L, 724L, 1,4435 forgé/forgeant les barres rondes sont très utilisé dedans dans les usines chimiques et les navires lourds, les producteurs de pompe et de valve, et les lames industrielles. Séparateurs et centrifugeuses, industrie cimentière et industrie du sucre, plate-forme de perçage, plate-forme de forage, canalisations et raffineries, production d'électricité et centrales, générateurs, compresseurs, réducteurs de transmission. Huile et industrie du gaz, moulins concrets et mélangeurs, unités de traitement, équipement de crystalizer et ainsi de suite
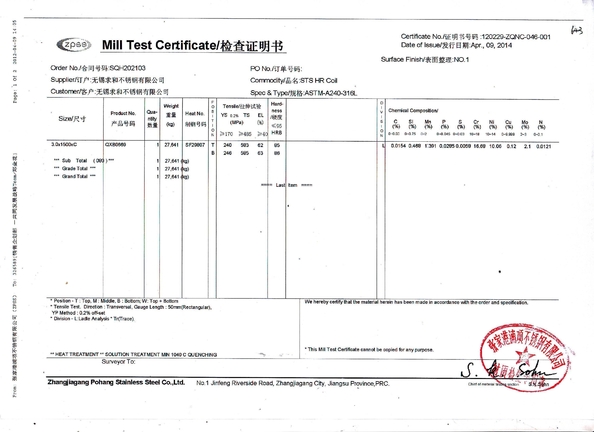
Notre mod d'AISI 316L, 724L, 1,4435 forgé/forgeant les barres rondes a pu être inspection ultrasonique de 100% selon le niveau de forge d'essai des pièces UT d'ASTM A 388 ou d'EN10228.
Nous pourrions fournir mod d'AISI 316L, 724L, 1,4435 forgé/forgeant le certificat matériel de barres rondes selon le niveau d'EN10204-3.1 ou d'EN10204-3.2 de tiers
N'importe quelle enquête de mod d'AISI 316L, 724L, 1,4435 a forgé/forgeant les barres rondes, se sentent svp libre pour nous contacter. Nous sommes heureux d'indiquer le meilleur prix du chaque des clients
Traitement thermique :
Normal/a recuit/éteint/a gâché
Préparation de surface :
peinture, électrodéposition, polissant, oxyde noir, huile antirouille transparente
Contrôle de qualité :
UT, TA, droite, pinte, essai de composition chimique, essai de propriété mécanique, etc.
Inspection :
1, certificat de matière première (composition chimique matérielle) 2, rapport de feuille de traitement thermique
3, rapport d'inspection de dimension 4, rapport des essais d'UT
État de la livraison :
+Rough forgé chaud a usiné (surface noire après Q /T) + tourné
Avantage compétitif :
Le contrôle de qualité et la gestion au tout produisent de processus, y compris la fonte de lingot, la pièce forgéee, le traitement thermique, l'usinage et strictement l'inspection finale avant la livraison.
Excellents qualité du produit et service, prix concurrentiel, la livraison de « dans-temps »
acier de l'urée 316Lmod (1,4435, 18-14-3)
La catégorie modifiée par 316L d'URÉE a été particulièrement développée pour des applications d'usine d'urée. C'est un acier inoxydable modifié par 316L avec le supplémentaire-bas contenu de silicium et le contenu plus élevé substantiel de molybdène.
Le contenu à faible teneur en carbone, combiné avec une chimie bien équilibrée (bas contenu de silicium et de nickel de près de 14%) rend l'alliage entièrement austénitique, exempt des précipitations intermétalliques de phase. Le niveau de ferrite est maintenu au-dessous de 0,5% dans le recuit de solution et les conditions éteintes pareau.
L'alliage est conçu pour les propriétés améliorées de résistance à la corrosion dans des environnements de carbonate d'urée.
La chimie typique des matériaux de remplissage à employer est comme suivent
Manganèse N de Ni MOIS de Cr
20% 16% 3% 6,5% 0,2%
Ni MOIS 18-14-3 - 1,4435 du Cr X2 d'en 10088/en 10028 .........
AFNOR ................................ Z3 CND 18.14.03
DIN ...................................... W.Nr 1,4435
ASTM. ............................... 316L modifié
L'URÉE de CLI d'alliage modifiée est un acier inoxydable entièrement austénitique que le contenu de ferrite est garanti moins de 0,5% après le traitement thermique de recuit de solution (1120-1180C (2048-2156F) /water éteint). Le contenu de carbone est le bas gardé tandis que la sidérurgie est optimisée afin d'améliorer les propriétés de propreté de l'acier. L'alliage est conçu pour des applications d'urée (à faible teneur en carbone et contenu de silicium).
La corrosion maximum typique résulte requis après différentes caractéristiques après que les essais de Huey (ASTM A262 C - cinq périodes de 48 H.) soient : perte de poids maximum que 3,3 µm/48 inférieurs h (² de ª 130 mg/dm par 24 H.), avec une profondeur maximum pour des microfissures µm 200 du µm dans la longue direction et 70 dans la direction transversale.
Formation chaude
La formation chaude devrait être effectuée dans une température ambiante de 1200-950C (2732 - 1742F) après que le morceau ait été uniformely soumis à un traitement thermique. Le plein tremperature final de recuit est exigé pour obtenir la microstructure demandée. Il sera exécuté à 1120-1180C (2048-2156F) suivi de l'extinction de l'eau.
Formage à froid
En raison de sa microstructure entièrement austénitique, l'alliage peut être formé à froid sans problème. La teneur plus élevée en molybdène et le comportement durcissant à froid de l'acier explique qu'il peut exiger des équipements plus puissants que l'acier inoxydable 304.
Marinage
La catégorie modifiée par URÉE doit être employée dans en tant que conditions marinées et passivées. Le traitement de marinage peut être exécuté avec un bain acide nitro-fluorhydrique (10 20 % HN03 - à haute fréquence 1.5-5%) à la température ambiante (peu d'heures) ou à 20 minutes approximativement à 60C (140F). 10-20% H2SO4 - le bain de décapage d'à haute fréquence 1.5-5% peut également être employé.
L'URÉE d'alliage modifiée peut être soudée avec la plupart des procédés de soudure : CHAT, plasma, soudure de MIG, aussi bien que processus de SMAW, de SCIE ou de FCAW.
L'alliage est sensible au phénomène de fissuration chaud dû à sa microstructure entièrement austénitique.
La soudure devrait être exécutée afin d'obtenir le supplémentaire-bas contenu de ferrite, aucune carbure ou précipitations de nitrures, le bas contenu de silicium aussi bien qu'aucune précipitations intermétalliques de phases.
De plus hauts produits de contenu de manganèse devraient être considérés.
Employez les électrodes enduites de base ou les flux afin de diminuer la susceptibilité de fissuration chaude. L'entrée de chaleur devrait être limitée à 1,5 kJ/mm et à température d'interpass gardée au-dessous de 150C (302F).
Résultats d'essai typiques de corrosion en solution d'essai de Huey - ASTM A262-C sont comme suivent :
maxi perte de poids 3,3 µm/48h - ² h de 0,54 g/m avec le µm que 200 inférieur d'attaque sélective.
Détails de produit

Emballage et expédition

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères! French
French